

Controlli non distruttivi
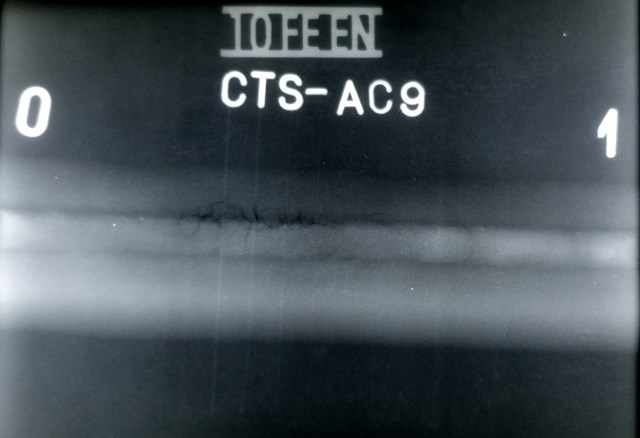
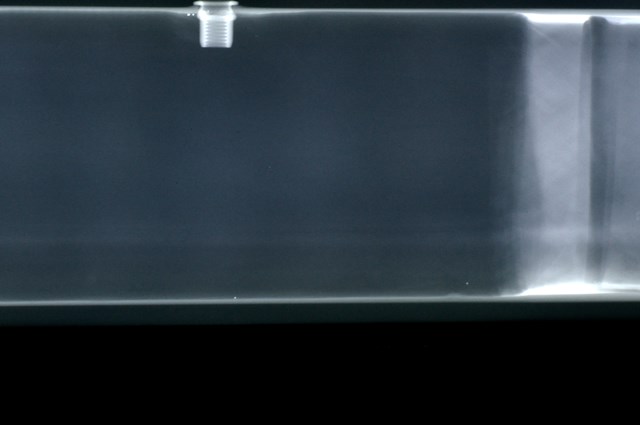
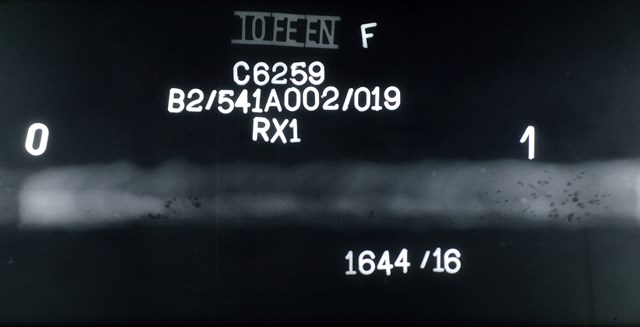
I controlli non distruttivi (C.N.D.) sono il complesso di esami, controlli e rilievi condotti impiegando metodi che non alterano il materiale e non richiedono la distruzione o l’asportazione di provini dalla struttura in esame. La caratteristica fondamentale di questo tipo di prove è potere analizzare un componente o misurare quantitativamente alcune caratteristiche chimico fisiche di un particolare senza interferire sul materiale in prova; essi non modificano, nemmeno su scala microscopica, le caratteristiche fisico chimiche e le proprietà del prodotto in esame.
Impieghi tipici delle tecniche non distruttive sono:
- Ricerca e valutazione difetti
- Controlli e verifiche dimensionali
- Rilievi di spessore
- Misure di deformazione in condizioni statiche e dinamiche
Campi di applicazione:
- Attività di ricerca – sviluppo della produzione
- Verifiche e controlli di materiale in ricezione
- Monitoraggio, controllo e miglioramento di processi produttivi
- Verifica di processi speciali quali: attività di saldatura – trattamenti termici
- Controllo del corretto assemblaggio di componenti e strutture prima della messa in servizio
- Monitoraggio e controllo periodico in servizio, di componenti, strutture e materiali critici per l’attività produttiva





")
















